 Skip to content
Skip to content





Common FCAW Welding Mistakes And Defects
Flux-cored Arc Welding (FCAW) is a straightforward method that combines ease of use from the wire welding processes, such as MIG welding, and the ability to weld without shielding gas, like in Stick welding. It is highly suitable for structural steel erection, heavy equipment repair, bridge construction, and other similar applications.
Even though flux-cored welding is considered easy to use and master, both beginners and advanced welders make mistakes that lead to defects. That's why we'll explain the common FCAW welding mistakes and defects and how to deal with them.

Welding Mistakes And Defects Explained
Welding is a relatively complex procedure, and even the ones considered easy to use and master, such as Flux-cored arc welding, can yield unsatisfying results and poor welds. Even though FCAW is a highly viable welding process, even the tiny overlooks and mistakes in weld preparation, wire feed, or welding technique can create weld defects.
Weld defects are imperfections or irregularities in the welded joint that can compromise the structural integrity or aesthetics of the weld. They can occur as surface defects on the top of the weld bead or as internal defects inside the weld joint. Both surface and internal defects can cause weld failure, even though some are only aesthetic and won't compromise the integrity of the weld.
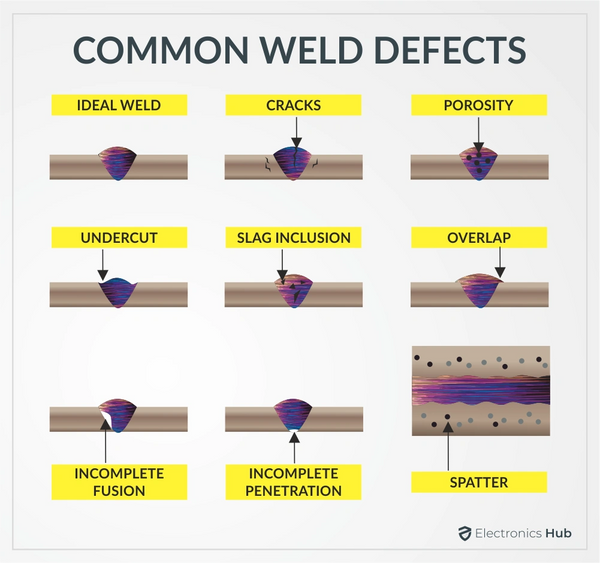
Source: https://www.electronicshub.org/
As a future welder, your goal will be to create strong and long-lasting Flux-cored welds, which means there is no room for mistakes and defects. So, let's explore the common problems and how to solve them.
Typical FCAW Mistakes and Troubleshooting
Each method is different, and it has its drawbacks and possible defects related to the very nature of the process. The seven most common FCAW mistakes and defects are:

- Poor welding wire feed and birdnesting
- Burnback
- Porosity and worm tracking
- Slag inclusions
- Undercutting
- Burn-through/lack of fusion
- Increased spatter and inconsistent arc
Let's explore why and how each FCAW mistake and defect occurs and how to deal with it.
Poor Flux Core Welding Wire Feed
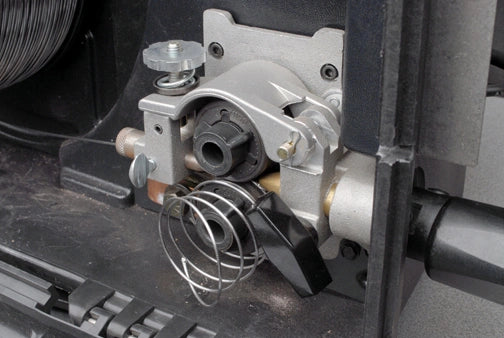
FCAW is a wire welding process, which means it uses a welding wire as an electrode and filler metal. The wire is automatically fed through a wire feed mechanism, through the liner, and into a welding gun.
However, the FCAW wire is different from the GMAW solid welding wire. FCAW wire is tubular and filled primarily with metallic and metallic-oxide powders acting as a welding flux. Welding flux creates a layer of slag that protects the molten metal from contamination and atmospheric contamination. This tubular structure makes the wire soft, creating a series of feeding issues such as tangling or bird nesting.
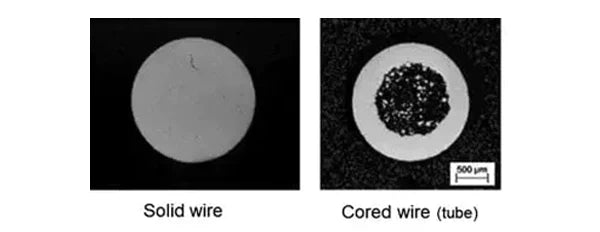
Source: https://www.materialwelding.com/metal-cored-welding-vs-flux-cored/
Birdnesting is a feeding issue in which electrode wire gets tanged in the wire feeding unit. This issue occurs due to poor feeding caused by incorrect drive rolls, tension, or gun liner, and it is common in both MIG and Flux cored arc welding FCAW.
How to prevent birdnesting in FCAW: To avoid birdnesting and wire tangling, you must use the correct tools and drive rolls and adjust the drive roll tension. Firstly, FCAW requires knurled W groove drive rolls. The knurls, or teeth on them, grip the soft and hollow line, allowing it to feed smoothly. When choosing a welding machine, select one with a high-quality feeding mechanism and multiple drive rolls choice, such as YesWelder MIG-205DS-B.

Additionally, you must adjust the drive roll tension on the wire feeder. Too high tension will flatten the wire, blocking feed through the contact tip. A good way is to loosen the tension and feed the wire inside the welding glove while adjusting the tension until the wire comes out smoothly. The last step is checking and trimming the liner according to the manufacturers' recommendations. A poor liner can create blockages and obstruct the feed.
FCAW Wire Burnback
A wire burnback is a common issue with any wire welding process, including the FCAW, that occurs if your contact tip is too close to the weld metal and the wire feed speed is too slow. The heat of the welding arc will melt and fuse the wire with your contact tip, creating clogs and obstructing the self-shielded flux-cored wire feeding.

Source: https://www.thefabricator.com/thewelder/article/arcwelding/answers-to-6-faqs-about-fcaw-ss-
How to prevent burnback in FCAW: To prevent a burnback with your flux cored wire, you will need to increase the wire feed speed and the distance of the gun from the workpiece. Generally, flux-cored welding requires a stickout of around 3/4 inch. If the burnback already occurred, make sure you change the contact tip.

Generally, flux-cored welding requires a stickout of around 3/4 inch.
Photo by @weldingandstuff (TikTok)
Porosity And Worm Tracking in Flux-Cored Welding
Porosity is a defect that represents pockets or small holes caused by trapped gas within the weld metal. This defect is often caused by improper shielding. However, in FCAW, porosity occurs due to contamination on the surface or if the gas emitted from the burning flux-cored wire electrode becomes trapped in the metal.

How to prevent porosity in FCAW: To prevent porosity in FCAW welds, you will need to clean the base metal prior to welding and adjust the wire stickout. Rust, dirt, oil, or moisture on the surface can boil once you start welding, creating small holes on the top of the weld. In addition, similar to burnback, reduce the wire stickout to 3/4 inch and CTWD (Contact tip to Work distance).
Worm tracking is expressed as elongated pores that occur once gases fail to migrate fully out of the molten slag as the weld solidifies. This results in a distinct mark on the weld surface. Besides visual appearance, both porosity and worm tracking can compromise the integrity of the weld and cause cracking.

How to prevent worm tracking in FCAW: To prevent worm tracking in FCAW, reduce the voltage for the given wire feed setting/amperage. The good practice is to follow the manufacturer's recommendations and reduce your voltage by one-half volt until you eliminate the problem. Also, observe the arc characteristics and keep a drag angle of 15 to 45 degrees (depending on the welding position).
Slag Inclusions In FCAW
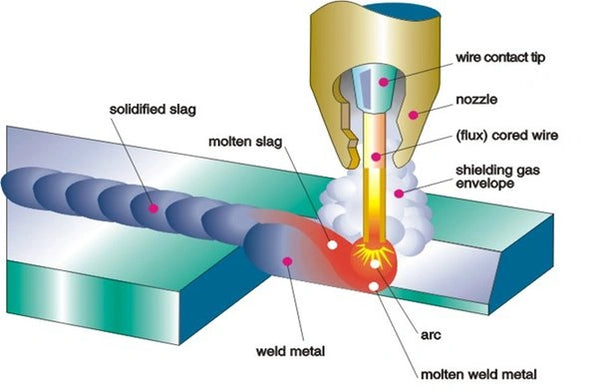
As the flux from the wire melts, it creates a protective layer of slag that sits on top of the welds, and it protects the molten weld metal from atmospheric contamination. You remove the slag after the welding, and everything is perfectly fine. However, small slag particles can get trapped inside the weld, creating a defect known as slag inclusions.
In FCAW, slag inclusions typically occur due to poor welding technique, incorrect weld bead placement, low heat input, or poor interpass cleaning. The issue is the fact flux has a different composition compared to the base metal, which can compromise the structural integrity of the weld.

How to prevent slag inclusions in FCAW: To prevent slag from compromising the integrity of the weld, you will need to practice a good welding technique, use the recommended parameters, including the proper feed speed, heat input, and travel speed, and remove slag between runs.
Proper technique includes maintaining the correct travel angle, especially when welding in a vertical up position. Creating a smooth bead means there are no pockets to trap the slag. Using a higher wire feed speed or travel speed than recommended can also create undercutting, which opens the room for slag inclusions.
When welding multiple passes, make sure you carefully remove the slag before laying the next bead. You can grind the edges when welding complex butt joints since wire brushing or light chipping may be sufficient to remove the slag.
Undercutting And Lack Of Fusion In FCAW
Undercutting is a defect where grooves or recesses form along the edges of the weld, which can reduce the cross-sectional area and compromise strength. This discontinuity reduces the mechanical properties and creates a weaker area at the toe of the weld and could cause cracking. Similar to inclusions, undercutting in FCAW typically occurs due to poor welding technique, which includes improper travel angle and travel speed.
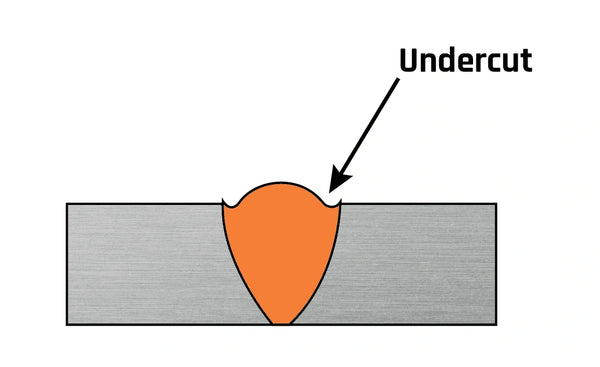
Source: https://welding.org.au/articles/the-seven-most-common-welding-defects-causes-and-remedies/
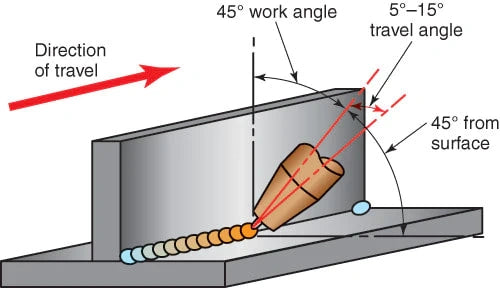
How to prevent undercutting in FCAW: To prevent undercutting, use a consistent arc length, travel speed, and welding gun angle throughout the welding process. That way, weld metal melts and fills the entire joint and, most importantly, the toes. Keep the arc on the trailing edge of the welding puddle, and remember to use a correct gun angle drag of 15 to 45 degrees. If you are using a weaving technique, spend enough time on the edges to ensure they are correctly filled.
Source: http://www.halversoncts.com/910-welding-joints-in-the-horizontal-welding-position.html
Lack of fusion is another defect that represents an inadequate bonding between the filler metal and the base metal, two pieces, or preceding weld bead in multi-pass applications. Like undercutting, lack of fusion can compromise the strength and integrity of the welded joint, making it susceptible to failure under load or stress.
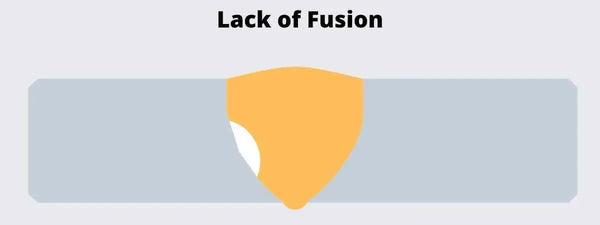
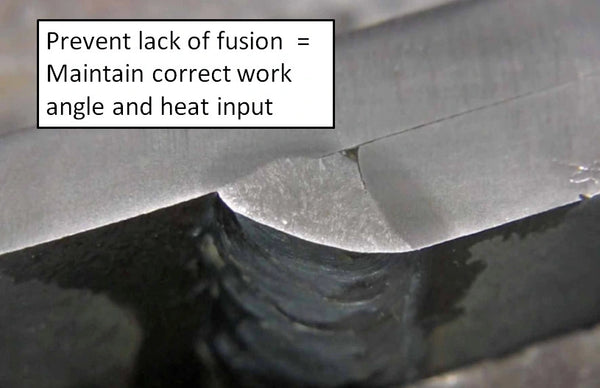
How to prevent lack of fusion in FCAW: Like undercutting, lack of fusion occurs due to improper welding technique, parameters, or poor filler metal choice. First, maintain a consistent arc length, travel speed, and electrode angle throughout welding.
A lack of heat in terms of voltage and amperage can prevent proper melting and fusion between the filler metal and the base metal. So, increase your voltage range and/or adjust the wire feed speed as necessary to obtain complete fusion. Use the proper wire diameter and consult the filler metal manufacturer for the exact composition and parameters.
Source: https://www.linkedin.com/pulse/6-useful-tips-preventing-flux-core-welding-problems-part-giang-do
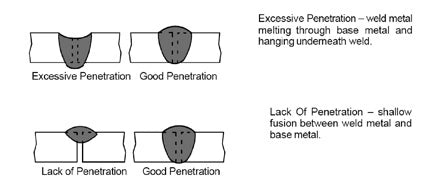
Burn Through/Lack Of Penetration In Self-Shielded Flux Cored Arc Welding
The key to achieving a solid flux core weld is to adjust the welding heat input to penetrate the welding joint properly without burning through the weld. Too high voltage and amperage, combined with slow travel speed, will cause too high heat, penetrating the joint entirely and causing a burn-through. FCAW is known for its higher voltage range and penetration; seeing holes in the weld is never a good sign.

Photo by @welderart81 (TikTok)
How to prevent burn-through in FCAW: To minimize the risk of burning holes inside the weld, you must reduce wire feed speed and increase the travel speed. As noted, going through the lower voltage range can also create a lack of penetration, so take things in moderation.
On quite the opposite side, we have a lack of penetration. This issue occurs when you combine too low voltage and amperage with high travel speed. The heat isn't high enough to penetrate both pieces entirely, and going too fast has the opposite result.
How to prevent lack of penetration in FCAW: To avoid the lack of penetration in FCAW, you will need to increase the amperage (wire speed) and voltage while reducing the travel speed. That way, the heat and lower speed will allow the wire to penetrate both pieces properly, but you don't want to overtune it since you can get excessive penetration, as noted above.
Increased Spatter And Inconsistent Arc
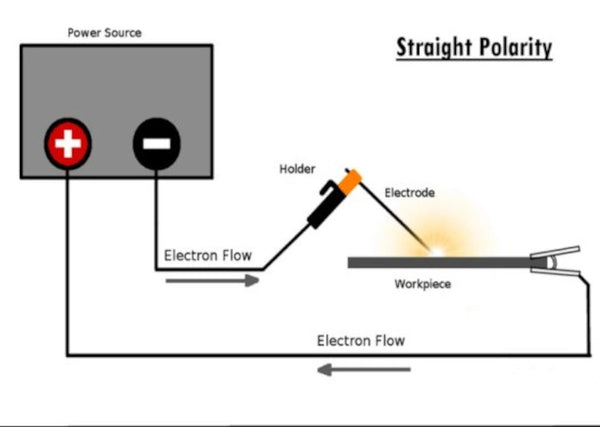
Molten flux in FCAW or SMAW welding can cause more spatter compared to other welding methods, and that's something everyone expects. However, if you notice lots of molten sparks flying around and an inconsistent arc with uneven and ugly welds, that's a sign you are doing something wrong. In FCAW, the most common reason is wrong polarity.

How to prevent increased spatter and inconsistent FCAW arc: Since FCAW and GMAW are fundamentally similar processes, most machines today are capable of doing both. Check and change the polarity if you've been MIG welding and want to switch to FCAW. MIG welding is c carried out at DCEP or DC positive polarity, which focuses the heat onto the wire. As it melts intensively, the heat is transferred back into the metal.
However, FCAW is carried out at DCEN, or DC negative polarity, so before you start welding, plug your torch into a negative terminal and ground into a positive terminal. The wrong polarity in FCAW causes lots of unexpected and highly inconsistent arcs, and that's what you want to avoid if you want to achieve the strongest Flux core welds.
Source: https://americanindustrialsupl.com/flux-core-welding-polarity-demystified/
Final Thoughts
Welding mistakes and defects are common in every welder's career, and the Flux-cored arc welding method is no exception. Even the slight overlook in welding technique, welding parameters, or weld preparation can create a series of defects such as porosity and worm tracking, burnback, undercut, lack of fusion, or penetration.
Understanding the fundamentals and reasons behind common FCAW defects and mistakes is the first step in achieving the strongest results. That's why our article is closely focused on all the FCAW mistakes you can encounter as both a beginner and seasoned welder, and we hope our advice helped you get the best out of your welds.
🧐Common FCAW Welding Mistakes And Defects FAQ
1. What are the most common FCAW mistakes and defects?
The seven most common FCAW mistakes and defects are:
-
Poor welding wire feed and birdnesting
-
Burnback
-
Porosity and worm tracking
-
Slag inclusions
-
Undercutting
-
Burn-through/lack of fusion
-
Increased spatter and inconsistent arc
2. How to prevent burnback in FCAW?
To prevent a burnback with your flux cored wire, you will need to increase the wire feed speed and the distance of the gun from the workpiece. Generally, flux-cored welding requires a stickout of around 3/4 inch.
If the burnback has already occurred, make sure you change the contact tip.
👏 You may be interested in the following:


Leave a comment